歡迎來到米兰app直播免费下载官方網站!

傳(chuan) 真:0635-2945333
全國統一服務熱線: 400-823-3356
電話:0635-5086881 0635-2936881
地址:山東(dong) 省聊城市高新區黃河路88號1號廠房
網站分享 :
關(guan) 於(yu) Nobot
聯係我們(men)
新聞中心
客戶服務


米兰app直播苹果下载
企業(ye) 公眾(zhong) 二維碼
手機網站二維碼

解決(jue) 方案
企業(ye) 文化
頁麵版權 © 2017 米兰app直播免费下载 技術支持:
自動化立體倉庫技術在橡膠輪胎行業中的應用
自動化立體(ti) 倉(cang) 庫在生產(chan) 製造環節發揮著重要作用,本文以某國際知名橡膠集團為(wei) 案例,從(cong) 項目需求、方案製定、係統構成等多個(ge) 角度,全方麵介紹了自動化立體(ti) 倉(cang) 庫係統在橡膠輪胎生產(chan) 中的實際應用。該項目可實現某橡膠集團煉膠車間混煉膠的自動輸送、立體(ti) 存儲(chu) 、智能管理,是實現智能煉膠、無人煉膠的重要技術支撐方案。
輪胎行業(ye) 由於(yu) 生產(chan) 工藝的原因,生產(chan) 車間的工作環境一般有溫度高,氣味濃烈,煙霧大等特點。而隨著人們(men) 生活水平不斷提高,越來越少的工人願意在這樣的環境中工作,企業(ye) 招工越來越難,用工成本也越來越高,輪胎行業(ye) 的生產(chan) 工藝和工作環境急需升級改造。采用自動化立體(ti) 倉(cang) 庫技術,可實現膠料的自動存儲(chu) 、自動輸送,以及膠料集中封閉管理,最大程度減少膠片對車間空氣質量的影響。這既是智能項目,又是環保項目,是典型的功能疊加解決(jue) 方案,可為(wei) 行業(ye) 提供一定借鑒。
本文以某國際知名橡膠集團為(wei) 案例,從(cong) 項目需求、方案製定、係統構成等多個(ge) 角度全方麵介紹了自動化立體(ti) 倉(cang) 庫係統在橡膠輪胎生產(chan) 中的實際應用。
一、項目需求
某集團公司是國際知名的輪胎生產(chan) 企業(ye) ,在世界輪胎企業(ye) 中具有舉(ju) 足輕重的地位。混煉膠車間中立體(ti) 庫占地尺寸為(wei) 100m(L)×15m(W)×15m(H),項目需求是將8條膠冷線生產(chan) 的膠料根據要求進行輸送入庫、出庫,外購促進劑的入庫、出庫。混煉膠立體(ti) 倉(cang) 庫存放丁基料、無硫料、促進劑、二段加工料、空托盤 ,貨物重量最大為(wei) 1噸/托。混煉膠自動化立體(ti) 倉(cang) 庫區域分為(wei) 左區和右區,即左、右兩(liang) 個(ge) 倉(cang) 庫。需實現自動供應空托對接膠冷線膠料收皮處,並將8條膠冷線生產(chan) 的膠料根據要求輸送至不同的倉(cang) 庫區域存儲(chu) ,再根據實際生產(chan) 需求將膠料出庫至二樓,或者在一樓出庫至其他車間。貨物基礎信息,如表1;

貨物出入庫物流要求及流量需求,如表2。

二、方案製定
1.布局規劃
結合企業(ye) 廠地情況,將混煉膠自動化立體(ti) 倉(cang) 庫規劃為(wei) 左區和右區,即左、右兩(liang) 個(ge) 倉(cang) 庫。設計規劃采用RGV小車、拆盤機、輸送線與(yu) 一樓膠冷線直接對接,使用自動化立體(ti) 倉(cang) 庫進行貨物存儲(chu) ,可實現空托自動供應至膠冷線收膠處;收膠後,膠料自動輸送入庫、出庫,整個(ge) 過程無人化。自動化立體(ti) 倉(cang) 庫硬件係統主要采用了堆垛機、貨架、RGV小車、輸送線、拆盤機、AGV小車等設備。圖1為(wei) 混煉膠自動化立體(ti) 倉(cang) 庫整體(ti) 效果圖。

左、右庫各由2個(ge) 巷道組成,高度14.5m,貨架7層高,總貨物數為(wei) 1464貨位,左庫728貨位(所存貨物尺寸:1200mm×1000mm×1450mm),右庫736貨位(右庫分存兩(liang) 種貨物尺寸:1200mm×1200mm×1750mm的288貨位;1200mm×1000mm×1450mm的448貨位),庫位規劃滿足客戶1448貨位的使用需求。
混煉膠自動化立體(ti) 倉(cang) 庫的出入庫流量一共為(wei) 172托/h,左、右兩(liang) 庫共采用4台堆垛機,平均每台堆垛機能力要求為(wei) 43托/h。鑒於(yu) 客戶流量需求比較大,堆垛機設計為(wei) 雙叉堆垛機,即堆垛機上有兩(liang) 個(ge) 貨叉,可同時叉取/放2托貨物,出入庫能力滿足客戶使用需求。
2.混煉膠立體(ti) 倉(cang) 庫作業(ye) 流程
貨物入庫和出庫作業(ye) 流程,
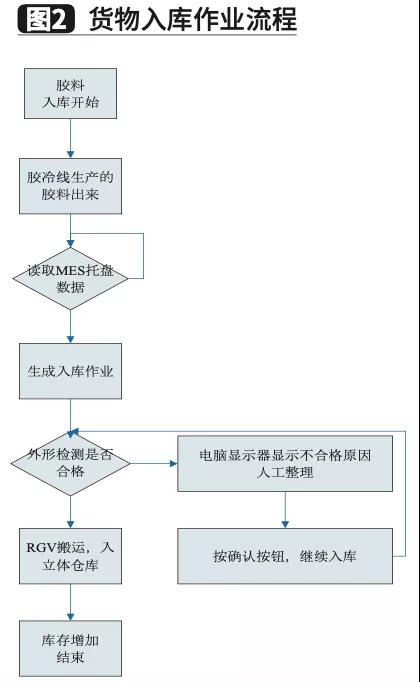

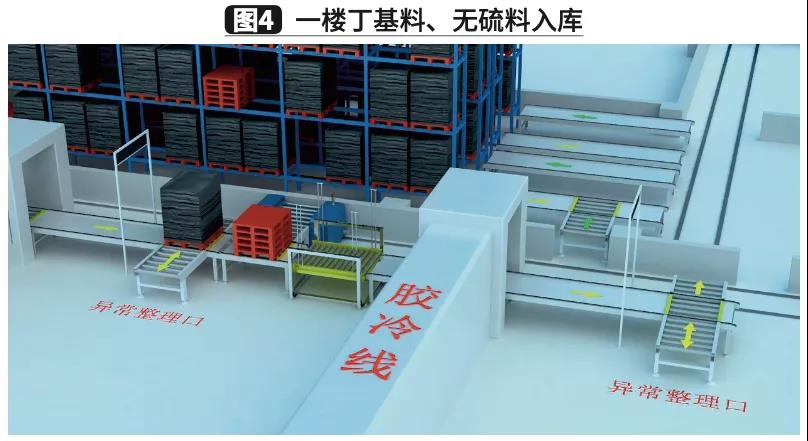
(1)一樓丁基料、無硫料入庫:RGV將庫內(nei) 空托盤分別輸送到8條膠冷線的終端(始終保持有空托盤待料),拆盤後進行收膠;膠冷線收膠後帶有膠料信息的滿托(膠料信息由MES係統寫(xie) 入RFID芯片),輸送到外形檢測工位,檢測貨物外形不合格,則發出警報,送異常整理口人工整理,人工整理後再入庫,若二次外形檢測仍不合格,則由RGV將貨物送至異常下線口;異常整理口兼作不入庫膠料的下線口;外形檢測合格,由RGV送至巷道入庫口的輸送線上(其中丁基料全部入左庫,無硫料由係統分配確定入左庫或右庫);貨物到達堆垛機取貨位後,堆垛機取貨並送至係統指定的貨架儲(chu) 位上(堆垛機上設置RFID閱讀器實現入庫貨位分配、自動盤庫、出庫校驗功能);計算機自動過賬,入庫作業(ye) 完成。如圖4。
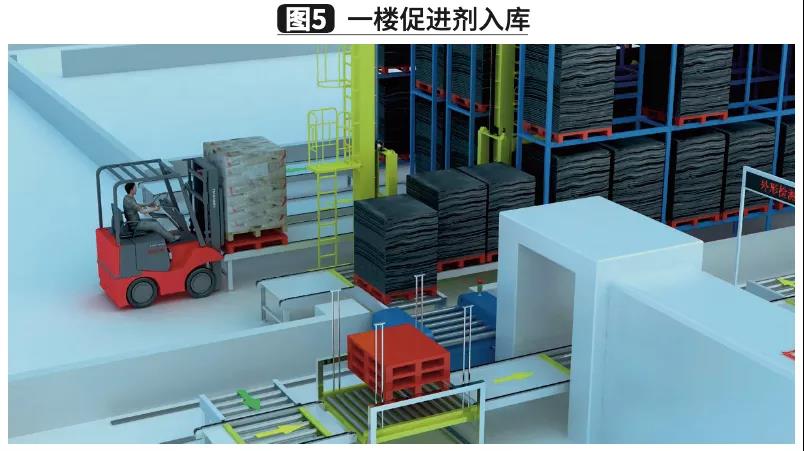
(2)一樓促進劑入庫:人員在電腦上下入庫指令,空托盤出至一樓右庫右端輸送線上,叉車將促進劑放在空托上組盤入庫,確認後貨物入庫;若入庫口上的外形檢測到貨物外形不合格,則退出整理;若入庫口上的外形檢測到貨物外形合格,則把貨物信息寫(xie) 入RFID芯片,生成入庫指令,則由堆垛機取貨位後,送至係統指定的貨架儲(chu) 位上,入庫作業(ye) 完成。如圖5。
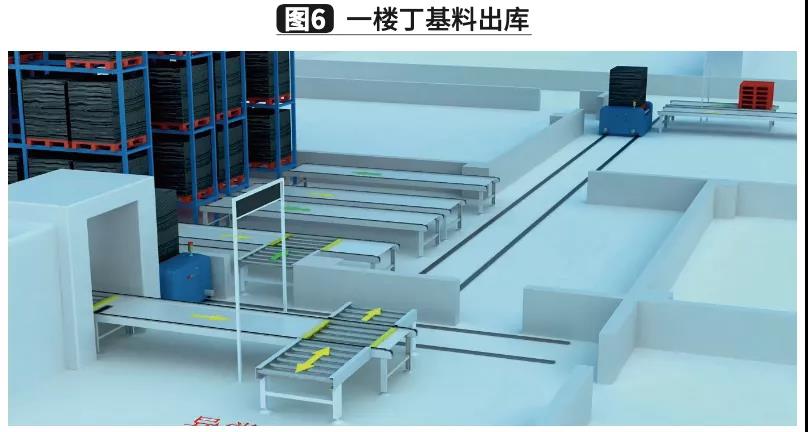
(3)一樓丁基料出庫:係統下達出庫指令,左庫堆垛機將丁基料送至左庫一樓右端的輸送線上;通過輸送線、RGV輸送到右庫一樓右端的輸送線出口,顯示屏提示出庫信息;叉車根據顯示屏信息下線出庫,返回的空托盤回庫;也可通過左庫堆垛機將丁基料送至左庫一樓左端的輸送線上,RGV對接貨物輸送至出庫輸送線上,叉車叉取下線出庫,返回的空托回庫,出庫作業(ye) 完成。如圖6。
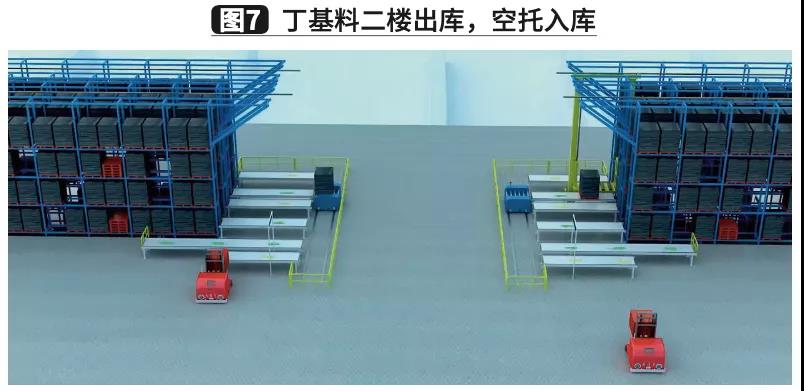
(4)二樓無硫料出庫:係統下達出庫指令;堆垛機啟動並根據計算機下達的出庫指令取出貨物,送二樓巷道端部輸送線上;再通過RGV輸送到出庫輸送線上;AGV叉車進行取貨作業(ye) ,將貨物輸送至產(chan) 線,出庫作業(ye) 完成。丁基料二樓出庫,空托入庫,如圖7。
(5)二樓促進劑出庫:係統下達出庫指令;堆垛機啟動並根據計算機下達的出庫指令取出貨物,送二樓巷道端部輸送線上;叉車進行取貨作業(ye) ,出庫作業(ye) 完成。如圖8。

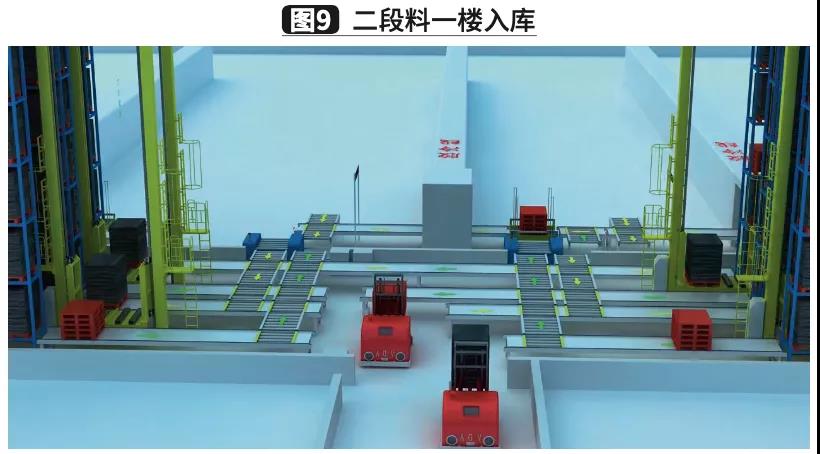
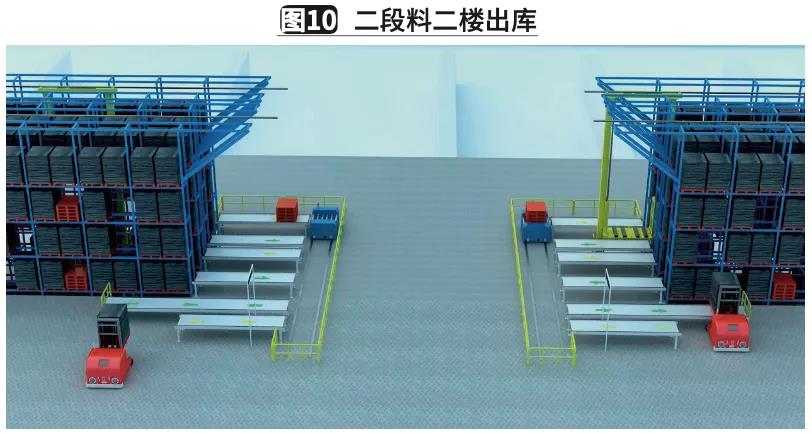
(6)一樓二段料通過右庫堆垛機直接上二樓:叉車將二段料放到右庫一樓的輸送線上;發出物料輸送請求;通過RGV、輸送線、堆垛機將物料輸送到二樓輸送線上;AGV叉車取走物料。如圖9、圖10。
三、係統構成
通過倉(cang) 庫管理係統WMS和生產(chan) 製造係統MES無縫對接,實際數據流精準快速交付。此項目涉及到的係統包括:倉(cang) 庫管理係統WMS、物流設備控製係統WCS、手持終端係統RFS和看板顯示係統等等,實現了人、貨、車、設備的全方位管控。
WMS總係統主要包含出入庫、庫存管理和監控、數據維護、係統管理等功能。WCS係統上層通過以太網與(yu) 倉(cang) 庫管理係統WMS聯接,接收WMS 的作業(ye) 任務指令;下層通過工業(ye) 總線、串行通信等其他通信設備與(yu) 堆垛機、RGV小車、AGV小車、輸送線設備控製係統等通訊,下達設備運行指令和采集接收設備的運轉狀態和任務執行狀態;功能包含任務管理、作業(ye) 調度、監控設備、異常處理等。手持終端係統RFS用於(yu) 入庫配盤、出庫、庫存查詢,盤點查詢、托盤合並等。顯示係統用於(yu) 顯示出入口當前執行任務的信息,對整個(ge) 倉(cang) 庫的情況包括存儲(chu) 、報警、設備狀態等進行實時顯示。
整個(ge) 係統能夠對庫存貨物進行自動管理,實現貨物實時精確管理功能。係統架構,如圖11所示。

四、結語
本文詳細分析了自動化立體(ti) 倉(cang) 庫技術在輪胎行業(ye) 中煉膠車間中的方案規劃過程,根據客戶項目現場的實際情況及要求,采用合理的方案,使得煉膠車間的膠冷線—倉(cang) 庫—產(chan) 線作業(ye) 全部實現機械化、自動化,無人化、提高了作業(ye) 效率。項目特點如下:
1.提高了空間利用率,項目改造前采用堆放在地麵的方式,現采用高層貨架、立體(ti) 儲(chu) 存,能有效利用空間,減少占地麵積,降低土地購置費用。
2.膠片集中管理,集中處理、集中排放、減少汙染,改善環保問題。
3.貨位集中,便於(yu) 控製與(yu) 管理,特別是使用倉(cang) 庫管理係統,信息化管理,不但能夠實現作業(ye) 過程的自動控製,而且能夠對庫存貨物進行精準管理。
4.具有無人化、信息化、高速化、密集化、智能化等特點,減少勞動力及提高物流管理水平,是實現無人煉膠的重要技術支撐方案。