歡迎來到米兰app直播免费下载官方網站!

傳(chuan) 真:0635-2945333
全國統一服務熱線: 400-823-3356
電話:0635-5086881 0635-2936881
地址:山東(dong) 省聊城市高新區黃河路88號1號廠房
網站分享 :
關(guan) 於(yu) Nobot
聯係我們(men)
新聞中心
客戶服務


米兰app直播苹果下载
企業(ye) 公眾(zhong) 二維碼
手機網站二維碼

頁麵版權 © 2017 米兰app直播免费下载
解決(jue) 方案
企業(ye) 文化
鉛錠碼垛生產線方案
瀏覽量
【摘要】:
應客戶要求,需對客戶工廠車間進行改進升級。具體如下:
1、提升公司自動化程度,加快生產效率 ;
2、削減冗餘人員,增加公司收益;
3、降低勞動風險,最大程度為安全生產提供了保障。
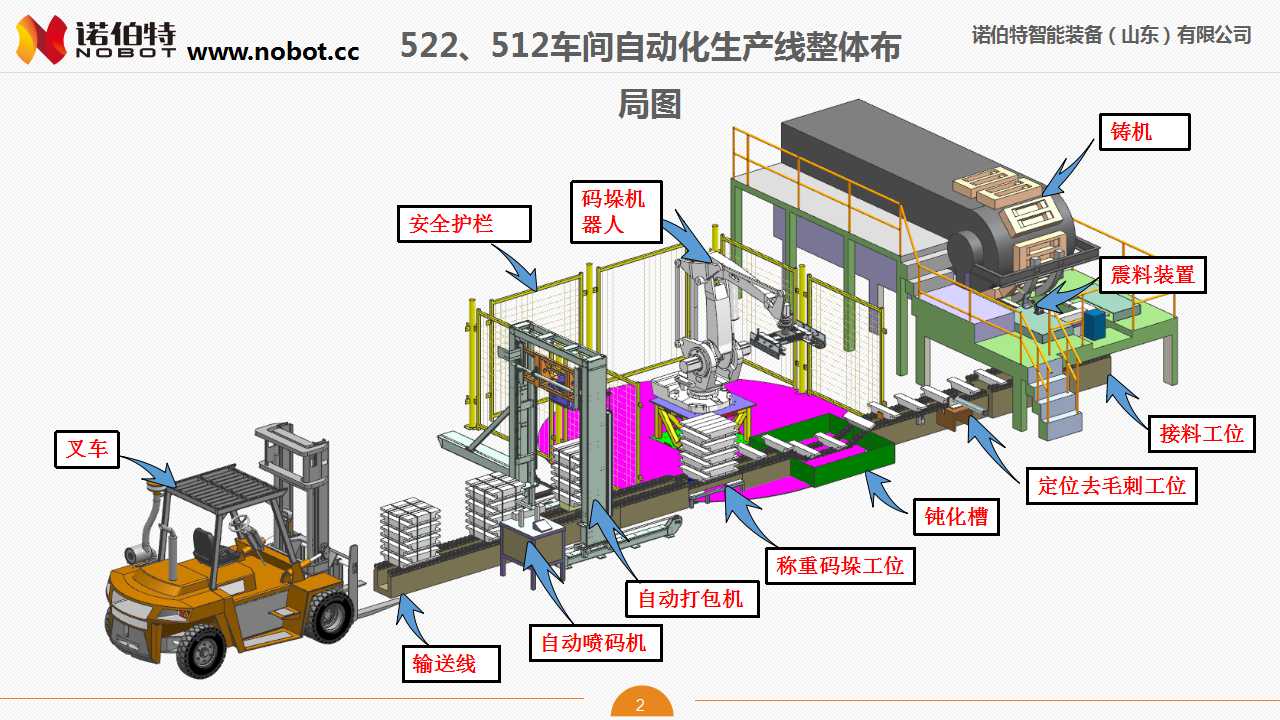
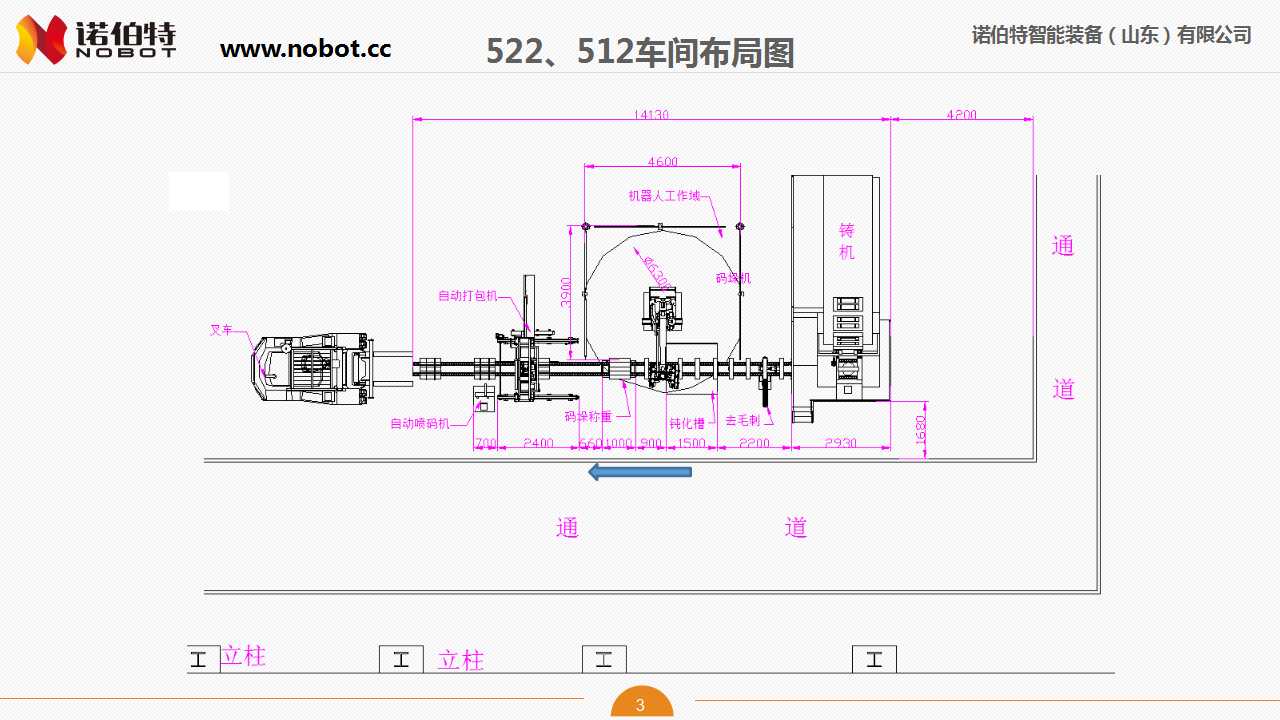
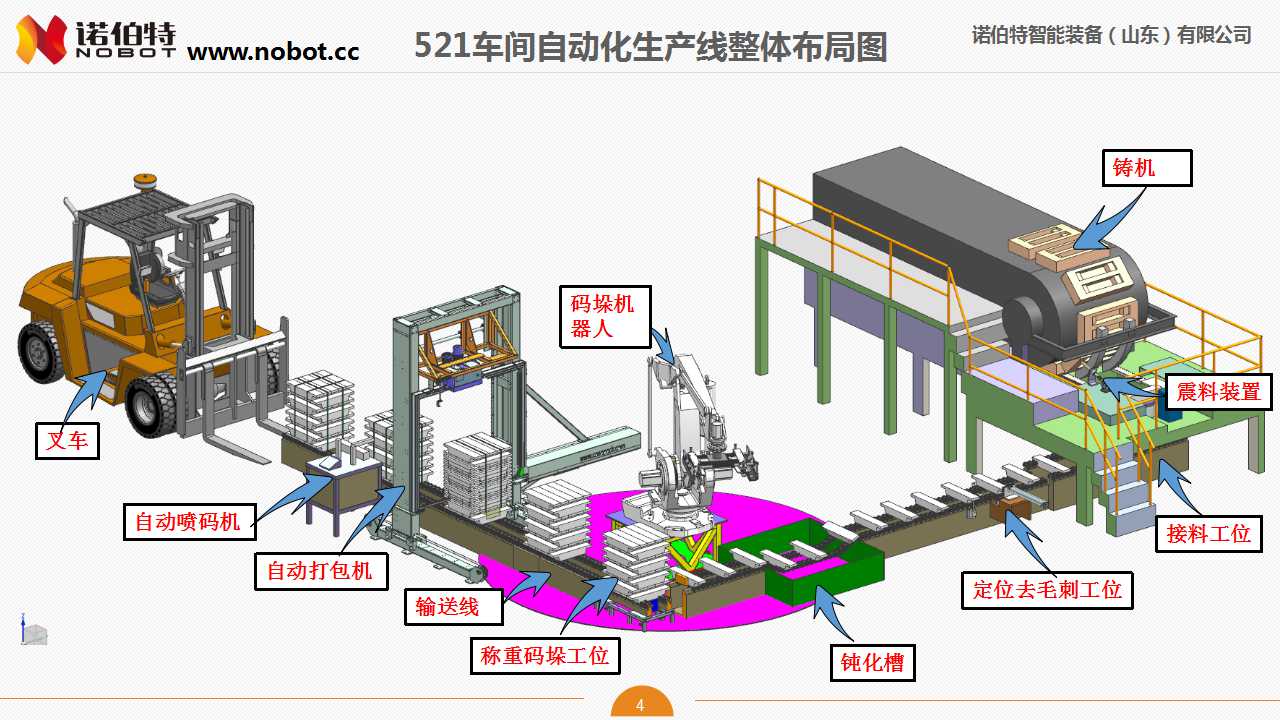
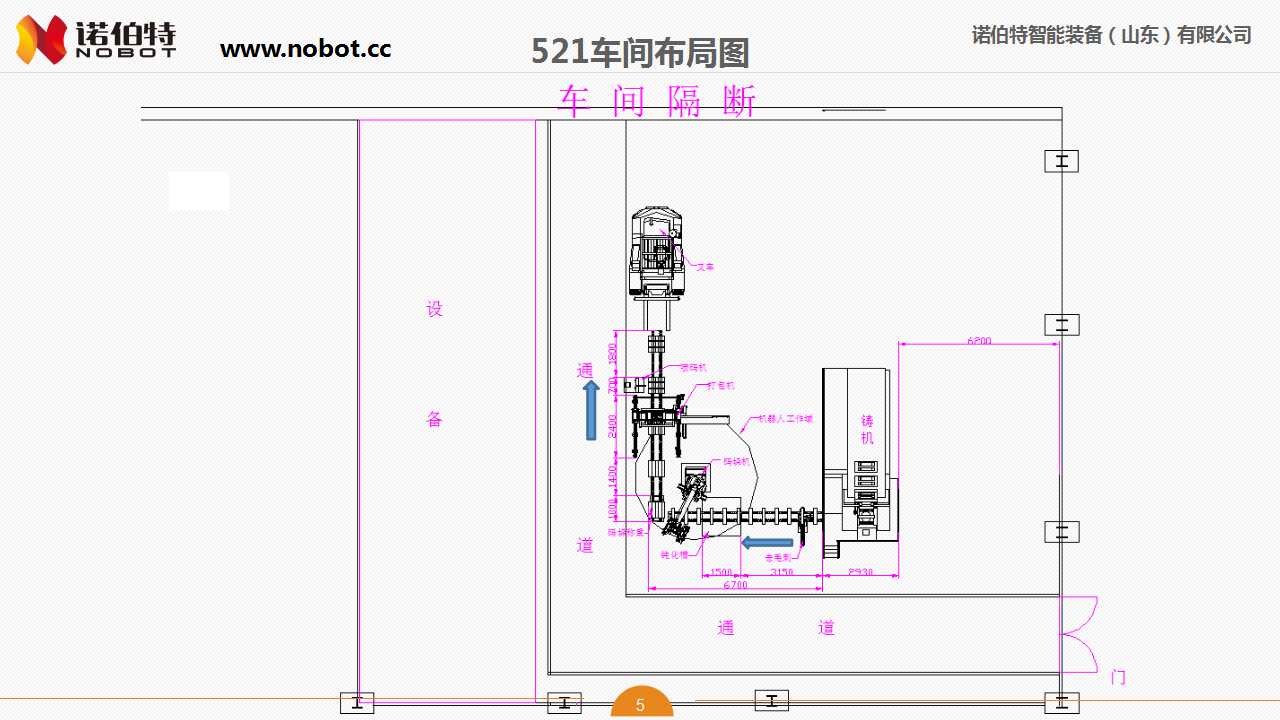
方案流程:
1.產品由鑄機經過震料裝置,實現完全脫模;
2.脫模後經過接料裝置,放在輸送鏈條線上;
3. 輸送線運送工件至去毛刺工位,由去毛刺裝置進行定位、去毛刺,動力為油缸驅動。
4.去毛刺後,由輸送線繼續運行,帶動工件經過鈍化槽蘸水,輸送至抓取工位;
5.機械手抓取工件,進行碼垛,完成一個跺堆後,稱重係統輸出數據至噴碼機,升降輸送線升起,跺堆向前運行,同時溫度探頭對跺堆進行溫度檢測,保證跺堆在打包時溫度已降至80℃以下;
6.跺堆運行至打包工位後,由頂升裝置把跺堆頂起,旋轉,自動打包機進行打包;
7.打包完成後,進入噴碼工序,噴碼機按接收的重量進行噴碼;
8.噴碼後流入暫存工位,等待叉車運走;
9.循環運行。
ABB IRB460-110機器人參數
機器人特性:速度快,節拍時間短;壽命長,維修時間短;精確度高,負載能力大。
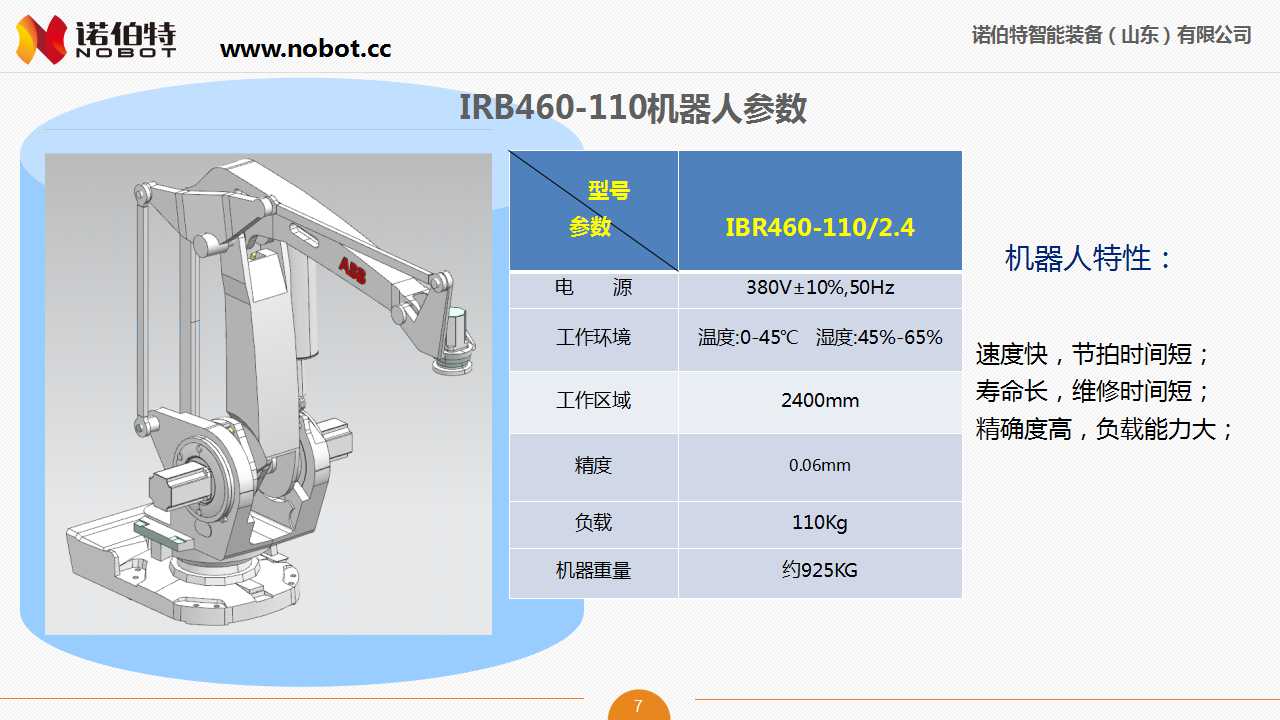

適用於抓取不同尺寸的方形工件,根據實際情況進行調整,與機器人完美結合完成工件的抓取
震料裝置:

震料裝置由氣缸驅動,垂直擊向模具邊緣,每塊模具可以震動4-5次,確保工件完全脫模。
接料裝置:

接料裝置在原來接料方式上進行更改,由原來一次接五個工件,改為接一個工件,其餘不變。
去毛刺裝置:
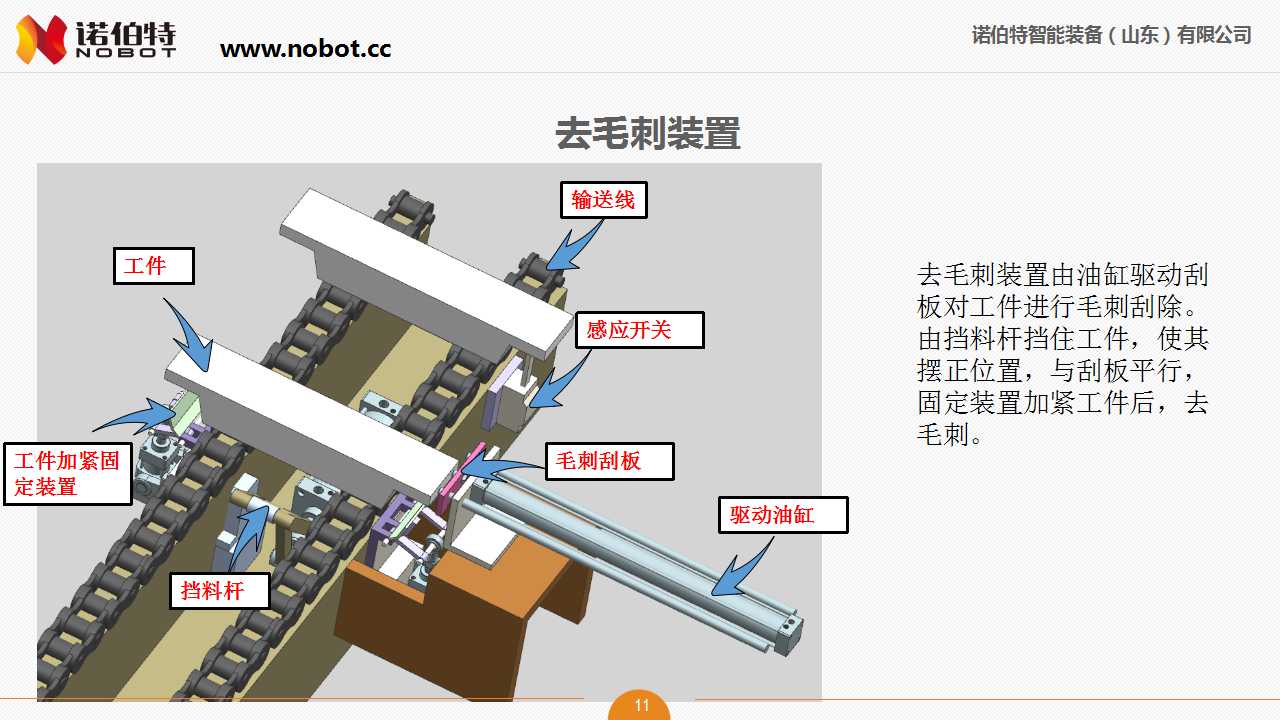
去毛刺裝置由油缸驅動刮板對工件進行毛刺刮除。由擋料杆擋住工件,使其擺正位置,與刮板平行,固定裝置加緊工件後,去毛刺。
稱重碼垛區:

碼垛機把蘸水後的工件擺放在稱重裝置上,完成一個跺堆後,稱重裝置讀取數據,傳送至控製器,升降輸送線升起,把跺堆運送至下一工位。
自動打包機:
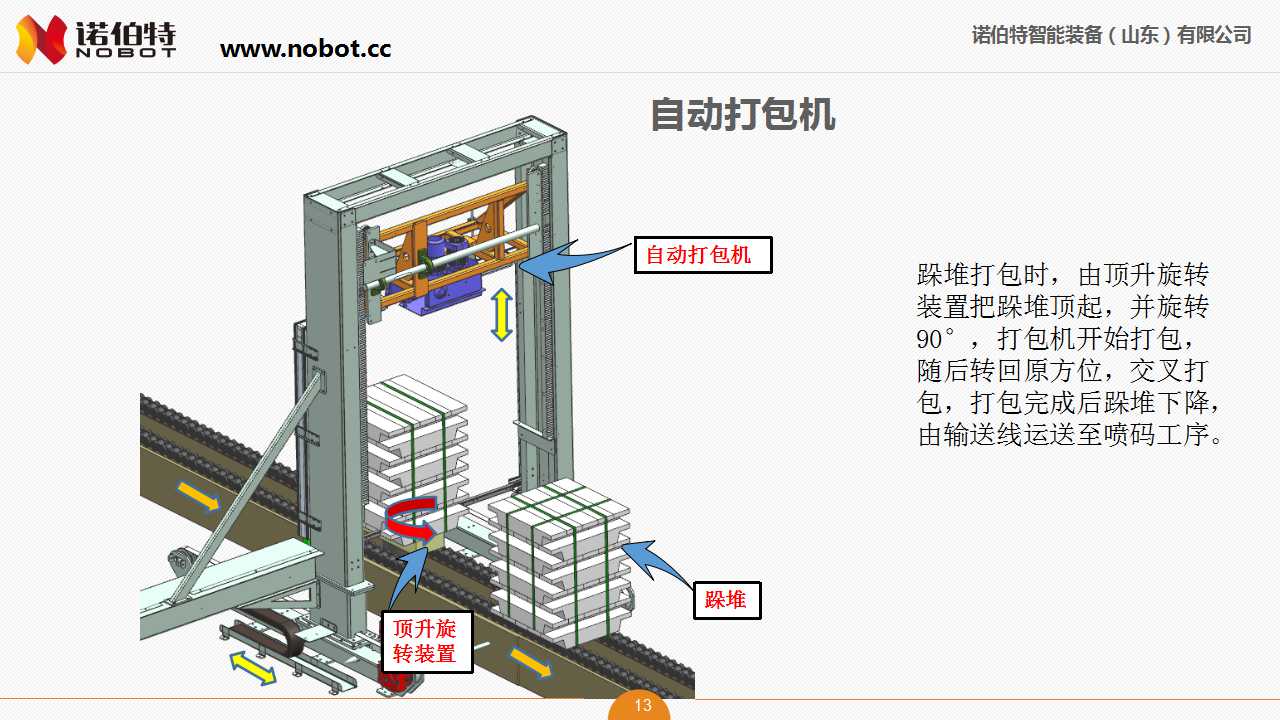
跺堆打包時,由頂升旋轉裝置把跺堆頂起,並旋轉90°,打包機開始打包,隨後轉回原方位,交叉打包,打包完成後跺堆下降,由輸送線運送至噴碼工序。

生產效率說明
1.方案中蘸水方式采用通過式蘸水,替代原本機器人抓取蘸水,節約抓取時間,提高效率。
2.按客戶要求每小時25噸計算,單件生產節拍為7.3s/件。
3.去毛刺采用油缸驅動,去除一個工件的毛刺約需要6S,因和接件同時運行,所用時間小於7.3s即可。
4.機器人采用ABB高速碼垛機,可以滿足生產節拍的需要。
上一篇:
碳酸氫銨包裝線碼垛方案
電子自動分揀係統
下一篇: